Hindi ito nangangailangan ng mga espesyal na katibayan na ang drill ay nawawala ang pagkatalim nito sa panahon ng operasyon, iyon ay, simpleng pagsasalita, mapurol. Ang isang mapurol na drill ay hindi nagiging sanhi ng pag-aalala hanggang sa kinakailangan. Pagkatapos ito ay biglang lumiliko na ang pagtatrabaho sa isang pagod o blunt drill ay imposible. Nananatili lamang itong ikinalulungkot na ang geometry at laki ng drill ay hindi naibalik sa oras. Sasabihin sa iyo ng artikulong ito kung paano patalasin ang isang twist drill, pati na rin ang isang hard drill para sa pagbabarena kongkreto.
Nilalaman:
- Paano patalasin ang isang spiral drill
- Video: Manu-manong pagtasa ng mga twist drills. Bahagi - 1.
- Video: Ang mga patalim na pag-drill ng patalim. Bahagi - 2.
- Video: Ang pagtahi ng jumper ribs. Bahagi - 3.
- Video: Pagtaas ng drills - application.
- Paano patalasin ang isang paghihinang drill
- Video: Ang mga patalim na drills para sa isang suntok. Bahagi - 1.
- Video: Ang mga patalim na drills para sa isang suntok. Bahagi - 2.
Paano patalasin ang isang spiral drill
Hindi mo kailangang mag-alala tungkol sa hasa ng isang drill sa kahoy, maaari kang gumana sa gayong drill sa loob ng maraming buwan at kahit na mga taon nang walang matalas. Sa kasamaang palad, hindi masasabi ang tungkol sa isang drill para sa metal, na dapat na maging matalim. Iyon ay, ang metal ay maaaring drill eksklusibo na may isang matalim, maayos na drill.
Ang isang matalim na creak sa simula ng pagbabarena ay katangian para sa pagkawala ng pagkatalim ng drill. Ang isang drill na hindi hasa sa oras ay gumagawa ng mas maraming init at sa gayon ay nagsusuot ng mas mabilis kaysa sa isang matalim.
Maaari mong patalasin ang drill sa mga espesyal na makina o paggamit ng mga tool. Naturally, kung posible, mas mainam na gawin ito sa mga espesyal na kagamitan. Ngunit sa pagawaan ng bahay ng naturang mga makina, bilang isang panuntunan, wala, kaya kailangan mong gumamit ng isang maginoo na de-koryenteng paggiling na makina ng bato.
 Ang mga pangunahing sangkap ng isang twist drill.
Ang mga pangunahing sangkap ng isang twist drill.
Kaya, isaalang-alang kung paano patalasin ang isang drill bit para sa metal?Ang uri ng hasa ay nakasalalay sa hugis na dapat ibigay sa likurang ibabaw ng drill at maaaring maging single-plane, two-plane, conical, cylindrical at tornilyo.
Ang paghasa ng drill ay isinasagawa kasama ang mga likurang mukha. Ang parehong mga ngipin (balahibo) ng drill ay dapat na patalasin nang pareho. Manu-manong gawin ito ay hindi madali. Hindi rin madaling manu-manong mapanatili ang nais na hugis ng likurang mukha at ang nais na anggulo sa likuran.
1. Ang pag-iisa ng eroplano ng solong-eroplano ay nailalarawan sa pamamagitan ng ang katunayan na ang likurang ibabaw ng panulat ay ginawa sa anyo ng isang eroplano. Ang anggulo sa likuran sa kasong ito ay saklaw mula 28-30 °. Ang drill ay nakalakip lamang sa bilog, upang ang bahagi ng pagputol ay tumatakbo sa bilog at nang walang pag-ikot, nang hindi gumagalaw ang drill, ang matalas ay isinasagawa. Sa pamamagitan ng gayong pagtasa sa pagbabarena, ang pagputol ng mga gilid ng drill ay maaaring maging chipped, na kung saan ay isang kawalan ng paraan ng patas na ito. Ito ang pinakamadaling manu-manong pamamaraan ng patas na maaaring magamit para sa mga manipis na drills na may mga diametro hanggang sa 3 mm.
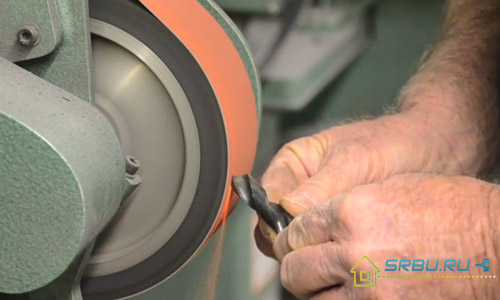
2. Ang mga drills na may diameter na higit sa 3 mm ay mas mabuti na patalasin nang maayos. Manu-manong walang mga kasanayan, tulad ng isang matalim ay mahirap, ngunit posible. Ang drill ay nakuha gamit ang kaliwang kamay sa bahagi ng nagtatrabaho malapit sa intake cone hangga't maaari, at gamit ang kanang kamay sa buntot. Ang drill ay pinindot laban sa dulo ng paggiling na bato sa pamamagitan ng paggupit sa gilid at sa ibabaw ng likuran na bahagi, at bahagyang nagpalitan ng kanang kamay, na lumilikha ng isang conical na ibabaw sa hulihan ng mukha ng balahibo. Sa panahon ng patalim, ang drill ay hindi bumaba sa bato, ang mga paggalaw ng kamay ay mabagal at maayos. Para sa pangalawang panulat, ang lahat ay umuulit sa parehong paraan.

Dalhin ang drill bit na may paggupit sa gilid ng paggiling gulong.

Inaayos namin ang drill down, at pagkatapos ay muli.
Kapag ang patalas, kailangan mong subukang mapanatili ang orihinal na hugis ng pabrika ng ibabaw ng likuran hangga't maaari upang mapanatili ang kinakailangang mga anggulo sa likuran. Kung ang patalim ay tapos na nang tama, pagkatapos ay sa mga drills na may diameter na hanggang sa 10 mm ito ay sapat na.Sa mga diametro sa itaas ng 10 mm, ang matalas na ito ay maaaring mapabuti sa pamamagitan ng paggiling sa harap na ibabaw, tulad ng ipinapakita sa larawan:

Grind ang harap na ibabaw.
Ano ang punto ng pag-undermining? Sa pamamagitan ng pagbawas ng anggulo ng rake at pagtaas ng anggulo ng paggupit, ang paglaban sa mga pagtaas ng chipping, na pinatataas ang mapagkukunan ng drill. Bilang karagdagan, ang lapad ng nakahalang gilid ay nagiging mas maliit. Ang transverse edge ay hindi mag-drill, ngunit pinong-scrape ang metal sa gitnang bahagi ng butas. Ang ikalawang figure ay malinaw na ipinapakita na dito ito ay pinaikling, na nagpapadali sa pagbabarena.
Para sa mga drills na may isang napiling maliit na anggulo sa likuran, maaari mong higit pang patalasin ang likod na ibabaw. Sa kasong ito, ang drill bit ay mas mababa sa isang pangatlo sa butas ng pagbabarena na may likurang ibabaw. Tingnan ang larawan:

Grind ang likod na ibabaw.
Sa mga kondisyon ng produksyon, pagkatapos ng patalim, bilang isang panuntunan, ang isang pagmultahin ay tapos na, na kuminis sa ibabaw, na nag-aalis ng maliliit na notch Ang drill, kung saan tapos na ang pag-debug, nagsusuot ng mas mababa kaysa sa isang pinahigpit na drill. Kung posible, dapat gawin ang pinong pag-aayos.
Para sa pagtatapos, kailangan mong gumamit ng paggiling bilog na mga bato na gawa sa berdeng silikon na karbida (grade 63C, laki ng butil na 5-6, tigas na M3-CM1) sa isang bakelite bond, pati na rin ang mga bilog mula sa elbo LO (laki ng butil na 6-8) sa isang bakelite bond.
Sa ibaba ipinapakita namin sa iyong pansin ang isang mahusay na pagpipilian ng mga video ng pagsasanay sa pamamagitan ng panonood na maaari mong talagang patalasin ang iyong mga drills.
Video: Manu-manong pagtasa ng mga twist drills. Bahagi - 1.
Video: Ang mga patalim na pag-drill ng patalim. Bahagi - 2.
Video: Ang pagtahi ng jumper ribs. Bahagi - 3.
Video: Pagtaas ng drills - application.
Paano patalasin ang isang paghihinang drill
Ang drill bit ay maaari ring maging mapurol. Ang isang putol na drill overheats sa panahon ng operasyon, mahina ang drills at gumagawa ng isang malakas na tunog screeching. Siyempre, maaari mong baguhin ang drill sa pamamagitan ng pagbili ng bago, ngunit mas mahusay na i-save at patalasin ito ng iyong sariling mga kamay. Upang gawin ito, kakailanganin mo ang isang paggiling machine (electric sharpener) na may isang diamante na bato at coolant. Ang isang ordinaryong bato ng emery para sa patulis ng isang drill mula sa isang panalo ay hindi angkop. Bago ka magsimulang patulisin, siguraduhing posible, sa prinsipyo. Upang gawin ito, sukatin ang taas ng paggupit na bahagi ng drill. Kapag ang taas ng paggupit na bahagi ng drill, ang paghihinang tungkol sa 10 mm, posible ang paghasa.
Huwag kalimutan: ang mas mahirap ang materyal, mas mababa ang bilis ng patas. Angular na tulin (ang bilang ng mga pag-ikot ng pag-ikot ng bato) kapag ang patalas ang core drill ay dapat mabawasan, anuman ang tool na ginagamit para sa patalas.
Ang pagbuburo ng drill ay isinasagawa sa pamamagitan ng maikling mga pagpindot sa isang drill ng emery na bato. Ang drill bit ay pinahina nang mabilis, bilang isang panuntunan, kailangan mo lamang i-tweak ang mga lapped na mga gilid doon nang kaunti, kaya dapat mong maingat na subaybayan ang proseso upang hindi maputol ang labis mula sa gumaganang medyo drill.
Ang mga drills na may mga panghinang ay inirerekomenda na patalasin nang katulad sa mga simpleng drills ng maliit na diameter, i.e. patalasin ang likod na ibabaw na patag. Kasabay nito, ang likurang ibabaw ay dapat na patalasin, tulad ng ipinapakita sa larawan, paggiling ng drill hanggang sa ito ay soldered:

Matulis ang panghinang drill.
Pinapayuhan na gilingin ang harap na ibabaw. Kung ang paghihinang ay naitulis sa drill mismo, kung gayon ang pag-undercutting ay hindi maipagkaloob sa, dahil ang malambot na metal ay pupunta sa gilid ng paggupit mula sa harap na bahagi ng ibabaw. Ang harap na ibabaw ay sabay-sabay na hasa upang ang kapal ng gitna ng panghinang ay nagiging mas mababa.

Ang paggiling mula sa harap na ibabaw.
Kapag hasa ang drill, subukang maging tumpak at maingat na tiyakin na ang paggupit sa magkabilang panig ay magkakapareho. Kung hindi ito makakamit, kung gayon ang shifted center ng gulugod ay kinakailangang humantong sa ang katunayan na ang butas ng pagbabarena ay papalaki at hindi pantay. Anuman ang aparato kung saan isinasagawa ang talasa, kinakailangan upang kontrolin ang ratio ng harap at likuran na mga sulok ng pagputol na gilid sa direksyon ng pag-ikot. Ang isa pang panuntunan na dapat sundin upang maayos na patalasin ang isang drill bit sa kongkreto: ang mas mahirap ang materyal, mas malaki ang anggulo ng patalas. Para sa tagumpay, ito ay 170 degree.
Sa panahon ng patalas, ang drill ay hindi dapat pahintulutan na magpainit, tulad ng Maaaring lumitaw ang mga bitak at posible ang pagbabalat ng mga plato ng karbid. Upang maiwasan ito, pana-panahong palamig ang drill na may likido. Para sa paglamig, maaari mong gamitin ang ordinaryong tubig.
Iminumungkahi namin ang panonood ng isang seleksyon ng mga video sa mga patalim na drills na may matagumpay na paghihinang.
Video: Ang mga patalim na drills para sa isang suntok. Bahagi - 1.
Video: Ang mga patalim na drills para sa isang suntok. Bahagi - 2.








