Det krever ikke spesielle bevis for at boret mister skarpheten under drift, det vil si at den ganske enkelt er kjedelig. En kjedelig bore skaper ikke bekymring før det trengs. Så viser det seg plutselig at det er umulig å jobbe med en slitt eller sløv boremaskin. Det gjenstår bare å beklage at borets geometri og størrelse ikke har blitt gjenopprettet i tide. Denne artikkelen vil fortelle deg hvordan du skjerper en vriboring, så vel som en hard bore for å bore betong.
Innhold:
Hvordan skjerpe en spiralbor
Du trenger ikke å bekymre deg for å slipe et bor på tre; du kan jobbe med en slik drill i mange måneder og til og med år uten at det skjerpes. Dessverre kan ikke dette sies om et bor for metall, som nødvendigvis må være skarpt. Det vil si at metall kan bores utelukkende med et skarpt, godt skjerpet bor.
Et skarpt knirk i begynnelsen av boringen er karakteristisk for tapet av skarphet på boret. En drill som ikke er skjerpet i tid produserer mer varme og slites dermed enda raskere enn en skarp.
Du kan skjerpe boren på spesielle maskiner eller ved hjelp av verktøy. Naturligvis, hvis mulig, er det å foretrekke å gjøre dette på spesialutstyr. Men i hjemmeverkstedet til slike maskiner er det som regel ingen, så du må bruke en konvensjonell elektrisk steinslipemaskin.
 Hovedkomponentene i en vribor.
Hovedkomponentene i en vribor.
Så, vurder hvordan du skjerper en borkrone for metall?Skarphetstypen avhenger av formen som skal gis til bakoverflaten på boret og kan være enkeltplan, dobbeltplan, konisk, sylindrisk og skrue.
Sliping av boret utføres langs baksiden. Begge tennene (fjærene) på boret skal være skjerpet nøyaktig det samme. Å gjøre dette manuelt er ikke lett. Det er heller ikke lett å opprettholde ønsket form på baksiden og ønsket bakvinkel manuelt.
1. Skarphet av enkeltplan av boret er preget av det faktum at pennens bakflate er laget i form av ett plan. Den bakre vinkelen i dette tilfellet varierer fra 28-30 °. Boret er ganske enkelt festet til sirkelen, slik at skjæredelen løper parallelt med sirkelen og uten å rotere, uten å bevege boret, utføres skjerping. Med slik skjerping under boring, kan skjærkantene på boret bli fliset, noe som er en ulempe med denne skjerpingsmetoden. Dette er den enkleste manuelle slipemetoden som kan brukes til tynne bor med en diameter på opptil 3 mm.
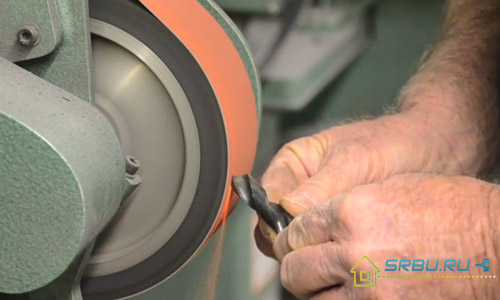
2. Bor med en diameter på mer enn 3 mm er fortrinnsvis skjerpet konisk. Manuelt uten ferdigheter er en slik skjerping vanskelig, men mulig. Boret tas med venstre hånd ved arbeidsdelen så nær inntakskeglen som mulig, og med høyre hånd ved halen. Boret er presset mot slutten av slipesteinen ved skjæreflaten og overflaten på den bakre delen, og svinger litt med høyre hånd, og skaper en konisk overflate på den bakre fjærflaten. Under skjerping kommer ikke boret av steinen, håndbevegelsene er sakte og jevn. For den andre pennen gjentar alt seg på samme måte.

Ta borkronen med skjærekanten til slipeskiven.

Vi svinger boret og deretter opp igjen.
Når du skjerper, må du prøve å opprettholde den opprinnelige formen på fabrikkoverflaten på baksiden så mye som mulig for å opprettholde de nødvendige bakvinklene. Hvis skjerping gjøres riktig, så er det på bor med en diameter på opptil 10 mm ganske tilstrekkelig.Med diametre over 10 mm kan denne skjerpingen forbedres ved å slipe frontoverflaten, som vist på bildet:

Slip frontflaten.
Hva er poenget med å undergrave? Ved å redusere rakevinkelen og øke skjærkantens vinkel, øker motstanden mot flis, noe som øker borets ressurs. I tillegg blir bredden på tverrkanten mindre. Tverrkanten borer ikke, men skraper metallet i den sentrale delen av hullet. Den andre figuren viser tydelig at her er den forkortet, noe som letter boringen.
For øvelser med valgt liten ryggvinkel kan du skarpe bakoverflaten ytterligere. I dette tilfellet er borkronen mindre enn en tredjedel i borehullet med bakoverflaten. Se foto:

Slip bakoverflaten.
Under produksjonsforhold, etter skarping, gjøres det som regel en finjustering, som glatter overflaten og fjerner små hakk. Drillen, som feilsøkingen gjøres på, slites ut mindre enn bare en skjerpet boremaskin. Hvis mulig, bør finjustering gjøres.
For etterbehandling må du bruke slipende runde steiner laget av grønt silisiumkarbid (grad 63C, kornstørrelse 5-6, hardhet M3-CM1) på en bakelittbinding, samt sirkler fra elbo LO (kornstørrelse 6-8) på en bakelittbinding.
Nedenfor presenterer vi for din oppmerksomhet et utmerket utvalg av treningsvideoer ved å se hvilke du absolutt kan skjerpe øvelsene dine.
Video: Manuell skjerping av vribor. Del - 1.
Video: Skjerpende vribor. Del - 2.
Video: Sy sammen genser ribber. Del - 3.
Video: Skarpborer - applikasjon.
Slik skjerper du en loddebor
Borkronen kan også bli kjedelig. En sløv drill overopphetes under drift, borer dårlig og gir en sterk skrikelyd. Selvfølgelig kan du bytte bore ved å kjøpe en ny, men det er bedre å lagre og skjerpe det med egne hender. For å gjøre dette trenger du en slipemaskin (elektrisk sliper) med en diamantstein og kjølevæske. En vanlig stein for å spisse boret fra en gevinst er ikke egnet. Før du begynner å skjerpe, må du forsikre deg om at det i prinsippet er mulig. For å gjøre dette måler du høyden på den skjærende delen av boret. Når høyden på den skjærende delen av boret, dvs. lodding ca. 10 mm, er skjerping mulig.
Ikke glem: jo hardere materiale, jo lavere bør skarphastigheten være. Vinkelhastigheten (antall rotasjonsomdreininger for steinen) når sliping av kjerneboringen skal reduseres, uavhengig av hvilket verktøy som brukes til sliping.
Sliping av boret utføres ved korte berøringer med en emirert steinbor. Borkronen skjerpes raskt, som regel trenger du bare å rette de låste kantene der litt, så du bør overvåke prosessen nøye for ikke å kutte av overflødigheten fra arbeidsborens overflate.
Bor med loddinger anbefales å skjerpes på samme måte som enkle bor med liten diameter, d.v.s. skjerpe bakflaten flat. Samtidig skal bakflaten være skjerpet, som vist på bildet, og slipe boret til det er loddet:

Skjerpet loddemaskin.
Det anbefales å slipe fronten. Hvis lodding allerede er blitt skjerpet til selve boremetoden, kan ikke bare underskjæring dispenseres, siden det myke metallet går til skjærende kant fra framsiden. Den fremre overflaten er samtidig skjerpet slik at tykkelsen på midten av loddet blir mindre.

Sliping fra frontflaten.
Når du sliper boret, kan du prøve å være nøyaktig, og sørg nøye for at kappesidene er i samme størrelse. Hvis dette ikke kan oppnås, vil nødvendigvis det forskjøvede senteret av ryggraden føre til at borehullet er forstørret og ujevnt. Uavhengig av hvilken innretning som skjerpes, er det nødvendig å kontrollere forholdet mellom de fremre og bakre hjørnene på skjæret i rotasjonsretningen. En annen regel som må følges for å skarpe en borkrone på betong på riktig måte: jo hardere materiale, jo større er skarphetsvinkelen. For seier er det 170 grader.
Under sliping må ikke boret få varme, som det kan oppstå sprekker og avskalling av karbidplater er mulig. For å forhindre dette, avkjøl boringen regelmessig med væske. For avkjøling kan du bruke vanlig vann.
Vi foreslår at du ser på et utvalg av videoer om slipeøvelser med seirende lodding.
Video: Skarpboring for et slag. Del - 1.
Video: Skarpboring for et slag. Del - 2.








