Tas neprasa īpašus pierādījumus, ka sējmašīna darbības laikā zaudē asumu, tas ir, vienkārši runājot, tā ir blāva. Blāvs urbis nerada bažas, kamēr tas nav vajadzīgs. Tad pēkšņi izrādās, ka strādāt ar nolietotu vai neass urbi nav iespējams. Atliek tikai nožēlot, ka sējmašīnas ģeometrija un izmērs nav savlaicīgi atjaunoti. Šis raksts jums pateiks, kā asināt vērpjamo urbi, kā arī cieto urbi betona urbšanai.
Saturs:
- Kā asināt spirālveida urbi
- Video: vērpjmašīnu manuāla asināšana. 1. daļa.
- Video: vērpjošu urbju asināšana. 2. daļa.
- Video: džemperu ribu izšūšana. 3. daļa.
- Video: Asināšanas urbji - pieteikums.
- Kā asināt lodēšanas urbi
- Video: Asināšanas urbji perforatoram. 1. daļa.
- Video: Asināšanas urbji perforatoram. 2. daļa.
Kā asināt spirālveida urbi
Jums nav jāuztraucas par urbuma asināšanu uz koka; jūs varat strādāt ar šādu urbi daudzus mēnešus un pat gadus bez jebkādas asināšanas. Diemžēl to nevar teikt par metāla urbi, kurai obligāti jābūt asai. Tas ir, metālu var urbt tikai ar asu, labi asinātu urbi.
Asas čīkstēšana urbšanas sākumā ir raksturīga urbuma asuma zaudēšanai. Laikā nepaasināta urbjmašīna rada vairāk siltuma un tādējādi nodilst pat ātrāk nekā asa.
Jūs varat asināt sējmašīnu uz īpašām mašīnām vai izmantojot instrumentus. Protams, ja iespējams, to ir vēlams darīt ar īpašu aprīkojumu. Bet šādu mašīnu mājas darbnīcā, kā likums, tādu nav, tāpēc jums ir jāizmanto parasta elektriskā akmens slīpēšanas mašīna.
 Vītā urbja galvenās sastāvdaļas.
Vītā urbja galvenās sastāvdaļas.
Tātad, apsveriet, kā asināt urbjmašīnu metālam?Asināšanas veids ir atkarīgs no formas, kurai jāpiešķir sējmašīnas aizmugurējā virsma, un tā var būt vienplakne, divplakne, koniska, cilindriska un skrūvējama.
Sējmašīnas asināšana tiek veikta gar aizmugures virsmām. Abiem urbja zobiem (spalvām) jābūt asinātiem tieši vienādi. Manuāli to izdarīt nav viegli. Nav arī viegli manuāli uzturēt vēlamo aizmugurējās virsmas formu un vēlamo aizmugures leņķi.
1. Urbja asināšana ar vienu plakni ir raksturīga ar to, ka pildspalvas aizmugures virsma ir izgatavota vienas plaknes formā. Aizmugurējais leņķis šajā gadījumā svārstās no 28-30 °. Sējmašīna ir vienkārši piestiprināta pie apļa, lai griešanas daļa iet paralēli lokam un bez rotācijas, nekustinot sējmašīnu, tiek veikta asināšana. Ar šādu asināšanu urbšanas laikā sējmašīnas griezuma malas var šķelties, kas ir šīs asināšanas metodes trūkums. Šī ir vienkāršākā manuālā asināšanas metode, ko var izmantot plāniem urbjiem, kuru diametrs nepārsniedz 3 mm.
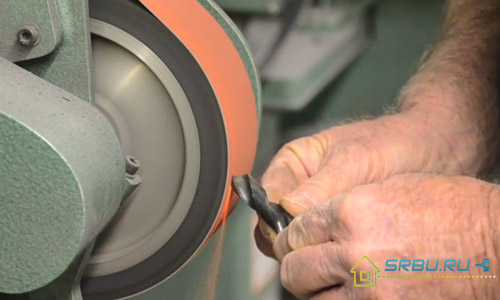
2. Urbjus, kuru diametrs pārsniedz 3 mm, vēlams koniski asināt. Manuāli bez prasmēm šāda asināšana ir grūta, bet iespējama. Sējmašīna tiek ņemta ar kreiso roku darba daļā pēc iespējas tuvāk ieplūdes konusam un ar labo roku pie astes. Sējmašīna tiek piespiesta slīpēšanas akmens galam ar griezuma malu un aizmugurējās daļas virsmu, un ar labo roku nedaudz pagriežas, izveidojot konisku virsmu aizmugurējās spalvas virsmā. Asināšanas laikā urbis nenāk no akmens, rokas kustības ir lēnas un vienmērīgas. Otrajai pildspalvai viss atkārtojas vienādi.

Novietojiet urbjmašīnu ar griezējmalu pie slīpripas.

Mēs pagriežam urbi uz leju, un tad atkal uz augšu.
Asinot, jums jācenšas pēc iespējas saglabāt sākotnējo rūpnīcas virsmas formu, lai saglabātu nepieciešamos aizmugures leņķus. Ja asināšana tiek veikta pareizi, tad ar urbumiem, kuru diametrs nepārsniedz 10 mm, tas ir diezgan pietiekami.Ja diametrs pārsniedz 10 mm, šo asināšanu var uzlabot, sasmalcinot priekšējo virsmu, kā parādīts fotoattēlā:

Noslīpē priekšējo virsmu.
Kāda jēga graut? Samazinot grābekļa leņķi un palielinot griešanas malas leņķi, palielinās pretestība šķembām, kas palielina urbja resursus. Turklāt šķērseniskās malas platums kļūst mazāks. Šķērseniskā mala neizurbj, bet nokasa metālu cauruma centrālajā daļā. Otrais attēls skaidri parāda, ka šeit tas ir saīsināts, kas atvieglo urbšanu.
Urbjiem ar izvēlētu nelielu muguras leņķi jūs varat vēl vairāk asināt aizmugurējo virsmu. Šajā gadījumā urbis ir mazāks par trešdaļu urbuma urbumā ar aizmugurējo virsmu. Skatīt fotoattēlu:

Slīpē aizmugurējo virsmu.
Ražošanas apstākļos pēc asināšanas, kā likums, tiek veikta precizēšana, kas izlīdzina virsmu, noņemot mazus iegriezumus. Urbis, uz kura tiek veikta atkļūdošana, nolietojas mazāk nekā tikai asināts urbis. Ja iespējams, jāveic precizēšana.
Apdarei jāizmanto slīpēšanas apaļie akmeņi, kas izgatavoti no zaļa silīcija karbīda (63C pakāpe, graudu izmērs 5-6, cietība M3-CM1) uz bakelīta saites, kā arī apļi no elbo LO (graudu izmērs 6-8) uz bakelīta saites.
Zemāk mēs jūsu uzmanībai piedāvājam lielisku apmācības video izvēli, skatoties, ar kuru palīdzību jūs noteikti varat asināt treniņus.
Video: vērpjmašīnu manuāla asināšana. 1. daļa.
Video: vērpjošu urbju asināšana. 2. daļa.
Video: džemperu ribu izšūšana. 3. daļa.
Video: Asināšanas urbji - pieteikums.
Kā asināt lodēšanas urbi
Urbis var arī kļūt blāvs. Darbības laikā neass urbis pārkarst, slikti urbjas un rada spēcīgu skandālu skaņu. Protams, jūs varat mainīt sējmašīnu, iegādājoties jaunu, taču labāk to saglabāt un asināt ar savām rokām. Lai to izdarītu, jums būs nepieciešama slīpēšanas mašīna (elektriskais asināmais) ar dimanta akmeni un dzesēšanas šķidrumu. Parasts smirģelis urbja asināšanai no laimesta nav piemērots. Pirms sākat asināšanu, principā pārliecinieties, vai tas ir iespējams. Lai to izdarītu, izmēriet sējmašīnas griešanas daļas augstumu. Kad urbjmašīnas griešanas daļas augstums, t.i., lodējot apmēram 10 mm, ir iespējama asināšana.
Neaizmirstiet: jo cietāks ir materiāls, jo mazākam ir jābūt asināšanas ātrumam. Leņķa ātrums (akmens griešanās apgriezienu skaits), asinot serdurbju, jāsamazina neatkarīgi no tā, kuru instrumentu izmanto asināšanai.
Urbja asināšanu veic ar īsiem pieskārieniem ar smaragda akmens urbi. Urbjmašīna tiek ātri asināta, kā likums, jums ir tikai nedaudz jālabo tur pārlapotās malas, tāpēc jums rūpīgi jāuzrauga process, lai nenogrieztu lieko daļu no darba urbjmašīnas virsmas.
Urbjus ar lodēšanu ieteicams asināt līdzīgi kā vienkāršus maza diametra urbjus, t.i. asināt aizmugurējo virsmu plakanu. Tajā pašā laikā aizmugurējā virsma ir jāasina, kā parādīts fotoattēlā, slīpējot urbi, līdz tā ir pielodēta:

Asināta lodēšanas urbis.
Priekšējo virsmu ieteicams slīpēt. Ja lodēšana jau ir bijusi asināta pašai urbjmašīnai, tad nevar iztikt tikai ar zemu samazināšanu, jo mīkstais metāls nonāk pie griešanas malas no priekšējās virsmas puses. Priekšējā virsma vienlaikus tiek asināta tā, lai lodēšanas centra biezums kļūtu mazāks.

Slīpēšana no priekšējās virsmas.
Asinot sējmašīnu, mēģiniet būt precīzs un uzmanīgi pārliecinieties, vai tā griešanas malas ir vienāda lieluma. Ja to nevar panākt, mugurkaula nobīdītais centrs obligāti novedīs pie tā, ka urbšanas caurums būs palielināts un nevienmērīgs. Neatkarīgi no ierīces, kurā tiek veikta asināšana, ir nepieciešams kontrolēt griešanas malas priekšējo un aizmugurējo stūru attiecību griešanās virzienā. Vēl viens noteikums, kas jāievēro, lai pareizi asinātu urbjmašīnu uz betona: jo cietāks materiāls, jo lielāks asināšanas leņķis. Uzvarai tas ir 170 grādi.
Asināšanas laikā sējmašīnai nedrīkst ļaut sakarst, jo var parādīties plaisas un ir iespējama karbīda plākšņu lobīšana. Lai to novērstu, periodiski atdzesējiet sējmašīnu ar šķidrumu. Atdzesēšanai varat izmantot parasto ūdeni.
Mēs iesakām noskatīties videoklipu izvēli par asināšanas urbumiem ar uzvarošu lodēšanu.
Video: Asināšanas urbji perforatoram. 1. daļa.
Video: Asināšanas urbji perforatoram. 2. daļa.








