Hitsauksen puoliautomaattisten laitteiden hinta-alue on 6000-200000 ruplaa. Jotta ymmärrät, mikä puoliautomaattinen hitsauslaite on parempi ostaa, sinun on tiedettävä sen keskeiset parametrit, niiden vaikutus suoritetun työn mukavuuteen ja sauman laatuun. Tämä auttaa sinua valitsemaan oikean mallin tietyille tehtäville eikä anna paljon rahaa käyttämättä jääneelle potentiaalille.

sisältö:
- Puoliautomaattisen hitsauslaitteen laite ja toimintaperiaate
- Kuinka valita oikea tyyppi puoliautomaattisia hitsauslaitteita
- Langansyötön valinta
- Oikea suojakaasu
- Tärkeät parametrit valittaessa puoliautomaattista hitsauslaitetta
- Mitkä suunnitteluominaisuudet ovat tärkeitä
- Puoliautomaattisen hitsauslaitteen valinta suunnitelluista tehtävistä riippuen
Puoliautomaattisen hitsauslaitteen laite ja toimintaperiaate
Puoliautomaattiset hitsauskoneet ovat korkean tuottavuuden vuoksi parempia kuin muut hitsauskoneet. Toisin kuin muut laitteet, puoliautomaattisissa laitteissa on integroitu langansyöttöyksikkö, joka toimii täyteaineena ja samanaikaisesti yhtenä koskettimena kaaren sytyttämiseksi.
Tästä johtuen on mahdollista luoda jatkuvia saumoja, jotka ovat 2–4 m pitkät erilaisissa avaruusasemissa. Tämä on myös kätevä polttimen manipuloinnissa sauman muodostamiseksi, koska ei ole palavaa elektrodia, jonka pituutta on jatkuvasti kompensoitava tuomalla sen päätypinta lähemmäksi hitsausaluetta.
Puoliautomaattilaite sisältää seuraavat osat ja kokoonpanot:

1. Vähennysventtiilillä.
2. Inertti kaasusylinteri.
3. Täytelankakela
4. Antava mekanismi.
5. Poltin kosketinelementeillä ja ohjausnäppäimellä.
6. Kojetaulun.
7. Virtalähde
8. Poltinholkki kaapelikanavalla, virtajohdot, sisäinen kaasuletku.
9. Maadoituskaapeli puristimella.
Puoliautomaattisten hitsauslaitteiden elementtien ulkonäkö ja ulkoasu vaihtelevat laitteen luokan mukaan.
Puoliautomaattisen hitsauslaitteen toimintaperiaatteena on saada verkosta 220 tai 380 V: n jännite ja alentaa jännite arvoon 30-90 V. Samaan aikaan virtalähde lisää ampeerien lukumäärän 120-500 A: iin, mikä helpottaa valokaariteräksen, valuraudan, alumiinin ja ruostumattoman teräksen sulamista. Toisin kuin sulavat elektrodit, tämä menetelmä ei jätä kuonaa sauman pintaan. Jos liitäntä tehdään oikein, sitä seuraavaa työstöä ei tarvita, tuotteen sallitaan maalata jäähdytyksen jälkeen.
Tämän prosessin suorittamiseen osallistuvat laitteiden sähköiset, mekaaniset ja kaasuosat. Hitsaaja pitää taskulamppua suukappaleella ja suuttimella. Siinä mekaniikka sähkömoottorilla syöttää hitsauslankaa. Viimeksi mainitun nopeus säädetään lisäaineen halkaisijan, virran lujuuden ja sauman vaaditun paksuuden mukaan. Johtojen läpi polttimen suukappaleeseen johdetaan polttimen jännite, joka kulkee johtimeen.
Toinen kosketin on liitetty tuotteeseen puristimella varustetun massakaapelin kautta. Kun hitsaaja painaa taskulamppupainiketta, vaijeri ulottuu eteenpäin, koskettaa hitsattavan osan pintaa ja herättää sähkökaarin, sulaten langan ja liitoksen reunat. Sauman luomiseksi poltin on ajettava sujuvasti tai värähtelevillä liikkeillä.
Kaasuosa suojaa hitsausaltaan sulaa metallia vuorovaikutuksesta ympäröivän ilman kanssa. Kun polttimen painiketta painetaan, kaasuventtiili vapauttaa automaattisesti inertin aineen. Polttimen suuttimessa on putkimainen muoto, joka tarjoaa hitsausvyöhykkeen tasaisen suojan. Muutoin hiili vedetään pois sulasta metallista ja sauma olisi huokoinen ja vuotava.
Voit oppia lisää puoliautomaattisten hitsauskoneiden kanssa työskentelemisen periaatteista videosta:
Kuinka valita oikea tyyppi puoliautomaattisia hitsauslaitteita
Päätettäessä, mikä puoliautomaattinen hitsauskone valitaan suorittamaan töitä kotona tai pienessä työpajassa henkilöllisessä autotallissa, sinun on otettava huomioon laitetyypit. Se on jaettu aiottuun tarkoitukseen kolmeen ryhmään, ja se voi sisältää myös yhden useista nykyisistä lähteistä, mikä vaikuttaa ylläpidon helppoon ja helppoon käyttöön.
Kotitalous-, puoliammattimaiset ja ammattimallit
Puoliautomaattiset kotitaloushitsauslaitteet.
Niiden paino on pieni jopa 10 kg, virran lujuus 120-160 A, teho 3-5 kW. Nämä ovat yleensä yksinkertaisia laitteita, joilla on vähimmäisasetukset ja jotka on kytketty verkkoon 220 V. Pienen virranlujuuden vuoksi ne kykenevät hitsaamaan paksua metallia, jonka poikkileikkaus on enintään 3-5 mm. Heidän osallistumisensa kesto ei ylitä 30%, mikä antaa heidän työskennellä 3 minuuttia kymmenestä. Muita aikoja tarvitaan avainkomponenttien jäähdyttämiseen, muuten se johtaa ylikuumenemiseen. Yksikkö valitaan pieniin tehtäviin: portin valmistus, aidan korjaus, kasvihuoneen luominen henkilökohtaisiin tarpeisiin.


+ Plussat kotimaisista puoliautomaattisista laitteista
- kohtuullinen hinta;
- aloittelijan on helppo ymmärtää toiminnot (virran voimakkuuden ja langansyöttönopeuden säätäminen);
- tiiviys;
- yksinkertainen korjaus ja edulliset osat;
- helppo kuljetus;
- vaativat vähän huoltoa.

- Miinukset kotimaisten puoliautomaattisten laitteiden
- pieni teho, joka rajoittaa hitsattujen sivujen paksuutta;
- lyhyt johto ja kaapeli;
- huonot laitteet;
- kyky keittää vain ohut lanka;
- alhainen PV 30% (sisällyttämisen kesto).
Puoliautomaattiset puoliautomaattiset hitsauslaitteet.
Ne edustavat keskimäärin hitsauslaitteita, joiden virran voimakkuus on 180 - 250 A. Niiden teho vaihtelee 6 - 8 kW. PV-arvo 35-50% antaa sinun käyttää niitä pienillä keskeytyksillä ovien, astioiden, erilaisten mallien valmistukseen kotona. Metallin tunkeutumisen paksuus saavuttaa 10 mm. Laitteilla voi olla yksinkertainen käyttöliittymä tai ne voivat sisältää jo edistyneitä asetuksia hitsausjännitteen mallintamiseksi.

+ Puoliautomaattisten puoliautomaattisten laitteiden plussat
- mahdollisuus työskennellä 3–5 tuntia päivittäin;
- parannettu rakennuslaatu;
- laitteet, joiden kaapelit ovat enintään 3 m pitkiä;
- parannettu korin ja kojelaudan suojaustaso;
- pitkä käyttöikä;
- hienomman tilan asetukset.
- Miinukset puoliautomaattiset puoliautomaattiset laitteet
- korkeammat kustannukset;
- paino 10-20 kg, vaikeuttaa kuljetusta;
- kalliita korjauksia ja komponentteja.
Ammattimaiset puoliautomaattiset hitsauslaitteet.
Nämä ovat suuressa tapauksessa laitteita, jotka on asennettu pysyvästi tai rullilla varustettuun kärryyn. Siihen on myös kiinnitetty kaasusylinteri, mikä helpottaa kuljetusta. Mallit antavat 300-500 A: n virran, mikä antaa sinun keittää metalleja, joiden paksuus on vähintään 20 mm, mutta tämä vaatii 380 V: n kolmivaiheisen tulon.

+ Ammattilaisten puoliautomaattisten laitteiden plussat
- suuri teho 11-25 kW;
- valokaari syttyy helposti joutokäynnillä 80-90 V;
- Voit kokata 7-10 tuntia päivittäin;
- monet hitsausvirran säätötoiminnot hitsauksen laadun parantamiseksi;
- yleismaailmallisia, koska ne mahdollistavat halkaisijaltaan ja materiaaliltaan erilaisten johtojen asentamisen;
- varustettu pitkillä kaapeleilla.
- Miinukset ammattimaisille puoliautomaattisille laitteille
- raskas paino, mikä vaikuttaa kuljetuksen mukavuuteen;
- korkeat korjauskustannukset ja hinnat;
rajoitettu yhteys (vain jos on 380 V).
Määritetty puoliautomaattisella hitsauslaitteella virtalähteestä riippuen
Hitsauslaiteluokkien lisäksi se on jaettu myös virtalähteen tyypin mukaan, jolla on suora vaikutus sauman laatuun ja käytettävyyteen. Valittavana on kolme tyyppistä virtalähdettä.
Muuntajat.
Käämien suurten kokojen (ensisijainen ja toissijainen) takia puoliautomaattisen rungon mitat ovat suuret. Tämä vaikuttaa laitteen massaan. Mutta huollon kannalta tällaiset mallit ovat kaikkein vaatimattomimpia. Niitä on myös halpaa korjata.Koska tällaisissa laitteissa on vähän osia, ne rikkoutuvat harvemmin ja käyttö sallitaan vaikeimmissa olosuhteissa (kylmä, kuumuus, usein kuljetukset, pöly).
Hitsaus tapahtuu vaihtovirralla, joten saumat ovat voimakkaasti hilseileviä, sisäänvirtauksia voi olla. Metalli roiskeita on suuri osuus. Virran säätö on portaittainen, karkea. Tällaiset laitteet soveltuvat vähähiilisiin teräksiin tai alumiiniin (edellyttäen, että asianmukainen lanka on asennettu).
Tasasuuntaajat.
Tämä laite on rakenteeltaan samanlainen, mutta muuntajan lisäksi on sisällä myös diodesilta, joka tasasuuntaa vaihtojännitteen. DC-hitsaus antaa mahdollisuuden yhdistää ruostumattomia teräksiä, valurautaa tai parempia hitsauksia tavalliseen ”mustaan” metalliin.
Niiden valokaari palaa vakaammin ja suihke on paljon pienempi. Mutta kun otetaan huomioon vielä suurempi korjaamien solmujen lukumäärä, ne ovat monimutkaisempia. Ja puoliautomaattisten laitteiden massa on suurempi, mikä vaikeuttaa kuljetusta.
Invertteri.
Uusimmat hitsausvirran lähteet, lisäämällä sen taajuutta kymmeniä kertoja ja muuntamalla sitten vakioksi. Tällainen menetelmä antaa pienikokoiset laitteiston mitat, alhaisen jännitteen kulutuksen verkosta ja laajat mahdollisuudet hitsausmateriaaleille (ruostumaton teräs, valurauta, hiilimetallit, alumiini). Niiden sauma on tasainen, melkein ei suihketta. Voit säätää jännitettä tasaisesti, ja tämä vähentää palovammoja.
Elektroniikan ja sisäisten osien suuren määrän vuoksi tällaiset laitteet vaativat huolellisempaa käsittelyä, herkät kylmälle ja pölylle. Se on kallein korjata. Jos verkossa tapahtuu jännitteitä, tämä vaikuttaa hitsauksen laatuun.
Langansyötön valinta
Puoliautomaattisen hitsauslaitteen valinta liittyy siihen, kuinka kaukana poistoaukosta on tarpeen hitsata ja kuinka suuria valmistettavia rakenteita. Tähän ei vaikuta vain virtajohdon pituus, vaan myös polttimen holkki. Langansyöttömekanismin tyyppi riippuu usein jälkimmäisestä.
Langansyöttövaihtoehtoja on kolme:
1. työntää - laitteessa on telat, jotka työntävät langan kaapelikanavaan. Tyypillisesti holkin pituus ei ylitä 5 m, koska lanka voi juuttua mutkissa, mikä keskeyttää hitsauksen.

2. vetämällä - tarkoittaa vetomekanismin olemassaoloa itse polttimessa. Tämä sallii pidempien hihojen käytön, mutta tekee polttimesta raskaamman, mikä on hankalaa korkeassa työssä tai kasvojen saumoissa.

3. Yhdistetty - niillä on molemmat edellä mainituista tyypeistä. Kaapelikanavan pituus voi olla 10 m, mikä on kätevää työpaikan vaihtamiseksi nopeasti suurissa rakenteissa (katto ristikot, pitkä kasvihuone).
Lisäksi työntölangan syöttömekanismi voi olla yhdessä kotelossa virtalähteen kanssa tai erillisessä. Ensimmäinen versio antaa laitteille pienemmät mitat, mutta jos holkin pituus ei riitä, joudut siirtämään koko asennuksen. Tämän vuoksi sisäänrakennettu syöttömekanismi on kätevä vain kiinteässä hitsauspaikassa autotallissa, jossa työskennellään pienten osien kanssa (astia, grilli, wicket).

Työnnä mekanismi kotelossa, jossa on virtalähde.
Suuremman ohjattavuuden saavuttamiseksi (aidan, kasvihuoneen, putkien hitsaus) on parempi valita puoliautomaattinen laite, jossa on erillinen virtalähteen ja syöttömekanismin kotelo. Tällainen kaavio sallii laitteiden käytön paikallaan, asettamalla osat päällekkäin ja tarvittaessa ottamalla kela langalla ja vetolaitteella (paino enintään 6 kg) ja vie se lähemmäksi hitsauspaikkaa. Kotelot on kytketty toisiinsa liitettynä kaapelilla. Kaasu kytketään suoraan toiseen poltinyksikköön. Kotelossa on kantokahva.

Työntömekanismi on erillään virtalähteen kotelosta.
Oikea suojakaasu
Keittääksesi puoliautomaattisesti onnistuneesti, sinun on valittava paitsi hyvä laite myös suojakaasu. Tätä hitsausmenetelmää kutsutaan MIG / MAG, koska siihen sisältyy inerttien tai aktiivisten seosten käyttö.Aine toimitetaan sylinteristä, jossa on pelkistin, letkujen kautta laitteeseen. Kun poltinpainiketta painetaan, venttiili avaa kanavan ja kaasua suuttimesta poistuu. Hitsausaltaan puhallus eristää sen vaikutuksista ympäröivän ilman nestemäiseen metalliin.
Puoliautomaattisissa koneissa on useita kaasutyyppejä, jotka valitaan tuotantotehtävien mukaan:
- Hiilidioksidi. Halvin. Se voi olla eri kapasiteetin sylintereissä. Mutta alhaisilla kustannuksilla on vaikutusta sauman laatuun - se saadaan karkealla vaa'alla, metalli roiskeet lentävät erittäin voimakkaasti hitsauksen aikana, halkeilua kuuluu. Tämäntyyppinen kaasu soveltuu ohuille 0,8-1,2 mm levyille ja reagoimattomille liitoksille. Sopii rautametallien hitsaukseen.
- Seos argonia ja hiilidioksidia. Tällaiset formulaatiot tuottavat suhteessa 80% / 20% (argon / hiilidioksidi) ja niitä kutsutaan MIX: ksi. Ne maksavat enemmän, mutta tarjoavat pehmeän kaarin, vähintään metallisumutuksen, sileän, hienoksi hilseilevän sauman. Yhdiste ei vaadi melkein mitään prosessointia. Tämä vaihtoehto valitaan hiiliteräksen ja ruostumattoman teräksen hitsaamiseksi.
- Puhdas argon. Kallein kaasutyyppi puoliautomaattiselle laitteelle. Sopii seosteräksiin, alumiiniin, titaaniin ja kupariin (edellyttäen, että asennetaan näiden materiaalien kaltainen lanka).
Puoliautomaattinen laite voi toimia ilman kaasua. Tätä varten ostetaan erityinen juoksuporan vaijeri, jolla on putkimainen muoto. Sen sisään sijoitetaan vuo, joka sulaa kaaren vaikutuksesta ja suojaa hitsausaltaan höyrystään. Hitsauksen jälkeen plakin ja kuoren poisto hitsauspinnalta on tarpeen. Vaikka tämä tekniikka yksinkertaistaa huomattavasti hitsaamista vaikeasti tavoitettavissa paikoissa, tällaisen langan hinta on niin korkea, että se ei ole kannattava elinolosuhteissa (sylinteri ja vaihdelaatikko on halvempaa ostaa).

Tärkeät parametrit valittaessa puoliautomaattista hitsauslaitetta
Kun olemme oppineet laitteiden tyypit ja mahdollisuudet työskennellä kaasujen kanssa, siirrymme tärkeimpiin parametreihin. Jotta ymmärretään, millaista puoliautomaattista hitsauslaitetta on parempi ostaa autotallille tai kotiteatterille, on syytä ymmärtää neljä ominaisuutta, jotka vaikuttavat hitsausominaisuuksiin.
Langan halkaisija ja hitsausvirta
Valitsemalla puoliautomaattinen hitsauslaite, sinun on aloitettava hitsattavan metallin paksuudesta. Auton korin osia tai sähkölaitteiden koteloiden korjaamista varten tarvitaan pieni virran lujuus ja pieni langan halkaisija, jotta vältetään palovammat. Jos valitset pienitehoisen laitteen, se ei sulaa sivuja, vaan asettaa vain sulan metallin päälle, jolla ei ole pidätysvoimaa. Tehokkaalla puoliautomaattisella laitteella, mutta pienellä langanhalkaisijalla, jälkimmäinen sulaa ennen kuin se saavuttaa kytketyt osat.
Tässä on esimerkki taulukosta hitsausmoodin valitsemiseksi puoliautomaattisen laitteen avulla:
| Metallin paksuus mm | Langan halkaisija, mm | Virran lujuus, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Siksi, jos korkeintaan 2 mm paksuisten astioiden ja teräslevyjen hitsaus on etusijalla, riittää yksinkertaisin malli, jonka virranlujuus on 150 A, ja kela, jonka lanka on halkaisijaltaan 0,8 mm. Mutta kanavan hauduttaminen sellaisella puoliautomaattisella laitteella ei ole enää mahdollista. Jos tulevaisuudessa on tarpeen keittää eripaksuisia metalleja, niin on parempi valita malli, jolla on suuri valikoima ja mahdollisuus asentaa halkaisijaltaan erilaisia lankoja.
Ampeerien lisäksi on tärkeätä myös kuormittamattomuusjännite, jota ylläpidetään jännitteisissä osissa kaarin poissa ollessa. Tämä indikaattori on alueella 30-90 V. Mitä suurempi arvo, sitä helpompi valokaari herätetään, kun lanka joutuu kosketukseen massan kanssa. Jos joudut usein työskentelemään autotallissa ruosteisten osien kanssa, sinun on valittava puoliautomaattinen laite, jonka joutokäyntinopeus on 80-90 V. Jos hitsaus tehdään vain puhdistetuille pinnoille tai uudelle metallille, riittää malli, jonka ominaisuudet ovat 30-50 V.
Verkkojännite
Puoliautomaattista laitetta valittaessa on myös tärkeää ottaa huomioon verkkoparametrit. Kotitalousmallit, joiden jännite on 220 V, voidaan kytkeä voimakkaaseen kanto- ja ruoanlaittoon pihalla tai autotallissa. Mutta niitä rajoittaa virranraja 250 A. Jotta hitsaus tapahtuisi suuremmalla virralla, tarvitaan kolmivaiheinen tulo.Jos autotallissa on tällainen kytkentämahdollisuus, kannattaa tilata puoliautomaattinen laite 380 V: n jännitteelle, joka laajentaa sen ominaisuuksia. Yhdistetty tyyppi, joka kykenee vaihtamaan ja toimimaan sekä 220: sta että 380 V: sta, on perusteltu vain kenttätoiminnoissa, kun työpaikkaa on usein vaihdettava, ja tulevia verkkoparametreja ei tunneta.
Mutta omakotitalon ja mökin kohdalla on myös syytä harkita kykyä kokata alemmassa jännitteessä. Kun virta laskee 220 - 190 V: n ja alle, jotkut laitteet yksinkertaisesti eivät "vedä", valokaari tuskin palaa ja hitsausaltaassa oleva metalli nesteen sijasta on samanlainen kuin plastiini. Sitten sinun on kiinnitettävä huomiota malleihin, joiden tulojännitealue on 140–230 tai 170–230 V.
Virrankulutus
Virrankulutus vaikuttaa suorituskykyyn ja verkon kuormitukseen. Kotitalouskäyttöön on parempi valita puoliautomaattiset koneet, joiden kapasiteetti on 3–4 kW. Tämä auttaa välttämään poistoaukon polttoa ylikuumenemisesta, kone ei kolhu ulos, ja indikaattori riittää keittämään ohutlevyn tai jopa 3 mm paksun kulman.
Jos autotalli tarjoaa pienen määrän ovia ja portteja, tarvitset tehokkaamman koneen ja johdotuksen. Sitten voit valita 5-6 kW yksikön, joka laajentaa hitsausominaisuuksia. Yksityisissä työpajoissa käytä laitteita, joiden teho on 7 kW.
Tehon ilmaisimen perusteella on syytä muistaa, että sen toiminta-arvo on hiukan alhaisempi kuin kulutettu. Aluksi sinun on annettava 20 prosentin marginaali, mutta jos talossa on usein verkonpoistoja, tämän marginaalin tulisi olla vielä suurempi.
Mitkä suunnitteluominaisuudet ovat tärkeitä
Nykyisten parametrien lisäksi sinun on vielä tiedettävä yksittäisten laiteelementtien tyypit, jotka vaikuttavat tavaroiden käytettävyyteen ja kustannuksiin. Harkitaan kuinka valita hitsauspuoliautomaattilaite polttimen, kaapelikanavan, rajapinnan ja lisätoimintojen ominaisuudet huomioon ottaen.
Puoliautomaattisen laitteen hitsauspolttimen tyyppi ja pituus
Puoliautomaattisen laitteen hitsauspoltin tapahtuu monen tyyppisellä tavalla. Kaikilla heillä on yhteinen muotoilu kahvalla, käynnistysavaimella ja portaalla. Jälkimmäisen päässä on suukappale, jonka läpi lanka ja kaasu tulevat ulos, sekä suutin suoja-aineen syöttösuunnan muodostamiseksi.

Suukappaleen ja suuttimen halkaisija vaihtelee hitsausolosuhteiden mukaan. Jalustan koko voi olla hiukan lyhyempi tai pidempi, mikä valitaan mukavuuden perusteella (yleensä pieniä osia on helpompi hitsata pienellä taskulampulla, ja suurten metallirakenteiden käsittely on käytännöllinen laajennetun rungon avulla).
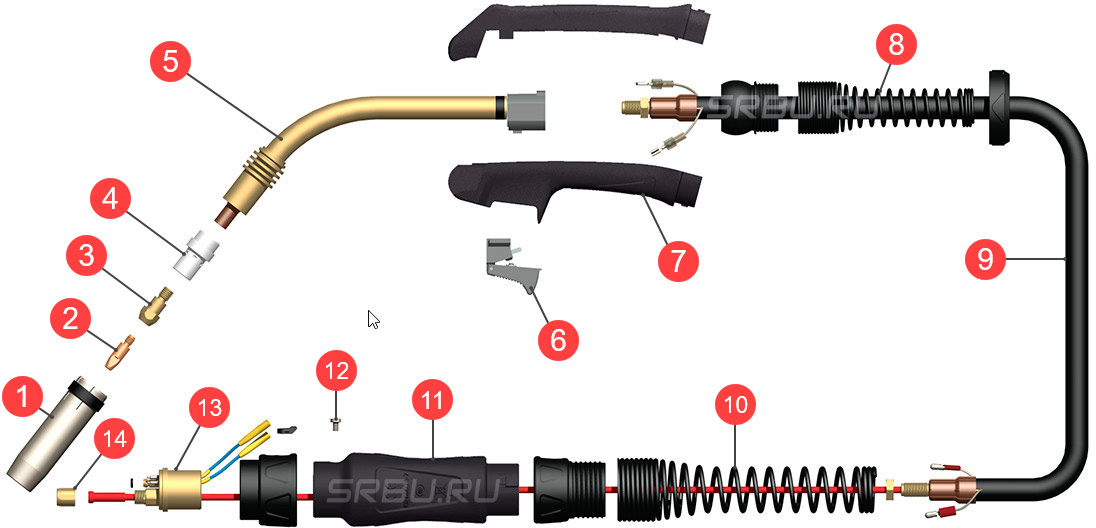
1. Suutin on kartiomainen.
2. Nykyinen vinkki.
3. Kärjen pidike.
4. Kaasunjakelija.
5. Suukappale.
6. Painiketta.
7. Kahva.
8. Kytkentäjousi
9. Koaksiaalikaapeli.
10. Kytkentäjousi
11. Laatikko ilmajäähdytykseen.
12. Ruuvi.
13. Keskuskeräin.
14. Mutteri.
Puoliautomaattisen laitteen taskulamppujen ominaisuudet, jotka on otettava huomioon:
1. Hitsausvirran enimmäisraja. Se on osoitettu ampeereina ja voi vaihdella välillä 150-500 A. Se valitaan laitteen ominaisuuksien perusteella. Jos polttimen ylempi indikaattori on pienempi kuin puoliautomaattisen laitteen suurin virranvoimakkuus, silloin hitsaamalla soihtu ylikuumenee nopeasti tai jopa sulaa.
2. Taskulamppu vetomekanismilla. Laite sisältää pienen lohkon, jonka mekaaniset osat vetävät langan suuttimeen. Tämä antaa sinun suorittaa hitsausta kaukana virtalähteestä, mutta ylimääräinen runko estää hitsaajan näkyvyyttä ja kuluttaa kättäsi nopeasti, joten se on perusteltua vain ammattikäyttöön tietyissä olosuhteissa.
3. Neste jäähdytettiin. Tyypillisesti suurin osa polttimista on suunniteltu haihduttamaan lämpöä luonnollisesti pinnastaan. Mutta on tuottavampia malleja, joiden kaapeli on asetettu suljettuun letkuun. Etyylialkoholi kurinalaisella vedellä kiertää sen läpi. Neste vie ylimääräisen lämmön ja siirtää sen säiliöön. Järjestelmän käyttöä varten yksikön pääosaan on sijoitettu pieni pumppu. Tämä polttimen rakenne on kalliimpaa, mutta antaa sinun keittää useita tunteja peräkkäin suurilla virtauksilla.

Nestejäähdytteinen poltin.
Polttimen pituudeksi kutsutaan aseen kokoa yhdessä laitteeseen kiinnitetyn holkin kanssa. Taskulamppuja on pituudeltaan 2–5 m, harvemmin 7–10 m. Talossa ja autotallissa edellyttäen, että pienet rakenteet hitsataan pöydälle tai lattialle, pituus on 2-3 m. Silloin langan viive on minimaalinen. Kun käytetään puoliautomaattista laitetta korien tai kasvihuoneiden hitsaamiseen, on käytännöllistä valita 3–5 m holkki, joka varmistaa hitsaajan ohjattavuuden.

Onko poltinliitin tärkeä?
Polttimeen kohdistuu enemmän mekaanisia ja lämpövaikutuksia kuin muihin elementteihin, joten ennemmin tai myöhemmin se sulaa tai rikkoutuu, mikä on tarpeen vaihtaa. Se on kiinnitetty koteloon erityisen liittimen kautta, joka sisältää samanaikaisesti mekaanisen kiinnityksen, koskettimet virran kulkemiseksi, kaasukanavan, jossa on kumitiivisterengas. Painikkeiden virta syötetään erikseen toisen holkin ulkopuolella olevan liittimen kautta.
Komponenttien valinnan helppous tulevaisuudessa riippuu valitun liittimen tyypistä. Siellä on tappi, erillinen (virtaa kuljettavat ja kaasuosat sisältyvät eri pistorasioihin) ja euroliitin.
Yleisin ja helppo korvata on jälkimmäinen, joten on viisasta valita se. Mutta jos puoliautomaattinen laite ostetaan vain säännölliseen kotihitsaukseen (hitsataan kerran kuukaudessa), voit ostaa taskulampun millä tahansa liittimellä, koska sen resurssi kestää useita vuosia.

Euro-liitin polttimen kytkemiseen.

Euro-poltinsovitin euro-pistorasiaan.
Langansyöttölaite
Langansyöttömekanismien erilaisia tyypin ja sijainnin mukaan on jo harkittu edellä, mutta lisäksi on tärkeää ottaa huomioon telojen lukumäärä ja mahdollisuus korvata ne valittaessa. On olemassa malleja, joissa on kaksi telaa (kiristys ja käyttö), mikä tarjoaa yksinkertaisen täyteaineen toimituksen. Tämä riittää riittämättömien rakenteiden hitsaamiseen.

Kaksijohtiminen langansyöttömekanismi.
Jos puoliautomaattisen laitteen avulla on tarkoitus tuottaa kriittisiä tuotteita, joissa sauman tasaisuus on tärkeä, niin on hyödyllinen mekanismi, jossa on neljä telaa vaihdevaihteessa, jolle on ominaista vakaampi syöttö ja nykäyksien puuttuminen (kun rumpu on juuttunut). Tämäntyyppinen selviytyy paremmin kaapelikanavan kierroksista, luo lisäresistanssia ja työntää täyteaineen suuttimeen ilman häiriöitä. Mutta sellaiset mallit ovat kalliimpia.

Nelijohdinlangan syöttö.
Vaijerin työntämiseksi teloissa on urat, jotka vastaavat lisäaineen halkaisijaa. Kun ampeerimäärä on lisääntynyt tai vähentynyt merkittävästi, vaijeri, kaapelikanava ja niiden kanssa rullat vaihdetaan. Jälkimmäinen on poistettava akseleista, muuten hitsaus muissa tiloissa on mahdotonta. Tämä on käytännöllistä monenlaisilla metallirakenteiden paksuuksilla. Jos tulevaisuudessa käytetään vain ohutta tai vain paksua terästä, niin telalaite valitaan alun perin sille, eikä se tarvitse elementtien permutaatioita.
Induktiivisuuden säätö
Joissakin puoliautomaattisissa laitteissa on virran voimakkuuden, jännitteen ja johtimen nopeuden säätimen lisäksi myös induktanssikytkin. Induktiivisuus vähentää nestemäisen metallin roiskeita ja lisää sen tunkeutumista sauman juureen. Tämä saavutetaan lisäämällä pisaran erottelua viiran kärjestä ja sen tasaista siirtymistä yhdistettyihin reunoihin. Prosessin toteuttamiseksi tarvitaan argonin ja hiilidioksidin seos.

Tästä toiminnasta kannattaa maksaa vain tarvittaessa säännöllisesti kriittisten nivelten suorittamiseksi, jotka vaativat täydelliset saumat, joilla on syvä tunkeutuminen. Jos suunnitelmiin sisältyy tavanomaisten piharakenteiden hitsaus tai koneiden korjaus, sinun ei pitäisi maksaa liikaa.
Katkaisija
Jos laite ylikuumenee tai muuntajan käämityksen kääntyessä tapahtuu oikosulku, osat voivat sulaa ja palaa. Tätä varten puoliautomaattiset laitteet on varustettu kytkimillä, jotka toimivat automaattisesti tällaisissa tilanteissa.Tämä suojaa laitteita, johdotuksia ja ihmisiä, jos ne sijaitsevat jännitteisessä osassa (se seisoo maahan kytketyssä rakenteessa).
Jos hitsausyksiköllä ei ole tällaista suojausta, silloin sen kytkentä vaatii ulkoisen koneen ja virransyötön asennuksen verkosta vasta sen jälkeen. Mutta kiinteässä käytössä autotallissa tai kotona, tämä ei ole ongelma. Sisäisellä katkaisimella varustetut mallit ovat perusteltuja vain, jos kuljetetaan ja hitsataan usein uuteen paikkaan tuntemattomissa olosuhteissa.
Digitaalinen näyttö
Laitteessa voi olla piirretty mittakaava ja manuaalinen kytkin, joiden kierto antaa likimääräisen kuvan hitsausvirran ja langansyöttönopeuden muuttuvasta arvosta. Autotallissa ja aidan hitsaamisen yksinkertaisissa tehtävissä tämä riittää.

Jos haluat yhdistää ohuita metalleja (auton runko) tai alumiinia, on parempi valita puoliautomaattinen laite, jossa on digitaalinen osoitus, joka auttaa asettamaan halutut arvot tarkasti ja muistamaan ne tulevaisuutta varten. Sitä säädetään kääntämällä pyörää tai käyttämällä “+” ja “-” painikkeita. Numerot hehkuvat tulostaulussa ja ovat selvästi näkyvissä huonosti valaistuissa huoneissa.


Verkkokaapelin laatu
Verkkokaapeli kokee mekaanisen ja lämpörasituksen. He kävelevät sitä, pudottavat esineitä, pudottavat ne. Tällaisesta toiminnasta lanka kuluu nopeasti ja altistaa johtimet jännitteelle. Tämän vuoksi on suositeltavaa valita puoliautomaattiset koneet, joissa on kaksinkertainen kaapelin eristys. Mutta paikallaan olevalle paikalle, jossa lanka on siististi asetettu seinän alle ja suljettu (laatikolla tai levyllä), riittää yksi kerros eristettä.
Kaapelin poikkileikkaus on tärkeä jännitteen siirron varmistamiseksi. Puoliautomaattisen laitteen tapauksessa tämä arvo alkaa 10 mm2. Mitä voimakkaampi hitsauslaite, sitä paksumpien kuparisydämien tulisi olla. 400 A -malleissa verkkokaapelin paksuus voi olla 25 mm2.
MMA-mahdollisuus
MIG / MAG-hitsauksen lisäksi joissakin puoliautomaattisissa laitteissa on toinen liitin tavanomaisen pidikkeen kytkemiseksi ja hitsaamiseksi päällystetyllä elektrodilla. Tästä on hyötyä metallin leikkaamiseen vaikeasti tavoitettavissa paikoissa, joissa et voi indeksoida levyä hiomakoneesta. Mutta tätä varten laitteen pitäisi kyetä nostamaan virran voimakkuus 250-300 A. Tämä toiminto on hyödyllinen myös hitsaamalla syvälle putkeen, jossa käsi ei ryömi ja taskulampusta puuttuu putki, mutta voit saavuttaa pitkän, 40 cm: n elektrodin.
Puoliautomaattisen hitsauslaitteen valinta suunnitelluista tehtävistä riippuen
Nyt voit yhdistää hankitut tiedot ja ryhmäparametrit valitaksesi puoliautomaattisen hitsauslaitteen erityistarpeita varten.
HUNDRED, auton korin korjaus seuraavalla saumojen puhdistuksella
Malli, jonka lanka on 0,8 mm, maksimivirta 150 A, yhdessä yksikössä, jossa on kaksirullainen syöttömekanismi, on sopiva. Se vaatii 220 V: n verkkovirran, polttimen pituuden 2-3 m, hiilidioksidisylinterin.

Erityislaitteiden korjaus, säiliöiden, kasvihuoneiden, ovien, porttien, aitojen hitsaus
Tarvitset puoliautomaattisen laitteen, jonka johdin on 1,0-1,2 mm ja jonka lähtövirta on enintään 250 A, mutta joka on kytketty kotitalousverkkoon 220 V. Hitsausaltaan suojaamiseksi tarvitaan argonin ja hiilidioksidin seosta. Sileämmät saumat saadaan, kun syöttömekanismissa on neljä rullaa ja 3 m pitkä kaapelikanava.

Runkojen ja muiden metallirakenteiden hitsaus kanavista, kulmista ja profiiliputkista, joiden seinämän paksuus on vähintään 10 mm.
Puoliautomaatti 380 V: n laitteella, jolla on 400 A. Inertti kaasu on MIX, ja on parempi valita erillisen tyyppinen langansyöttölaite, jonka soihtu on 5 m. Tämä yksinkertaistaa liikettä suuren rakenteen ympärillä. Telojen urien on vastattava langan halkaisijaa 1,6 mm.

Puoliautomaattinen laite voidaan valita oikein, ottaen huomioon yllä olevat vinkit. Jokin selvittämiseksi voi olla tarpeen lukea yksi tai kaksi osaa toistuvasti, mutta loppujen lopuksi ostettu hitsauskone täyttää täysin tarpeet.








