Rozsah nákladů na poloautomatická zařízení pro svařování je 6000–200000 rublů. Abyste pochopili, které svařovací poloautomatické zařízení je lepší koupit, musíte znát jeho klíčové parametry, jejich dopad na pohodlí provedené práce a kvalitu švu. To vám pomůže vybrat ten správný model pro konkrétní úkoly a nedá spoustu peněz na nevyužitý potenciál.

Obsah:
- Zařízení a princip činnosti svařovacího poloautomatu
- Jak zvolit správný typ svařovacího poloautomatu
- Výběr zdroje drátu
- Správný ochranný plyn
- Důležité parametry při výběru svařovacího poloautomatického zařízení
- Jaké konstrukční prvky jsou důležité
- Výběr svařovacího poloautomatického zařízení v závislosti na zamýšlených úkolech
Zařízení a princip činnosti svařovacího poloautomatu
Poloautomatické svářečky jsou díky své vysoké produktivitě lepší než ostatní svářečky. Na rozdíl od jiných zařízení mají poloautomatická zařízení integrovanou jednotku pro podávání drátu, která slouží jako výplňový materiál a současně jako jeden z kontaktů pro zapálení oblouku.
Díky tomu je možné vytvořit souvislé švy 2-4 m dlouhé v různých prostorových polohách. To je také výhodné pro manipulaci s hořákem za účelem vytvoření švu, protože neexistuje žádná hořící elektroda, jejíž délka musí být neustále kompenzována přiblížením její koncové plochy blíže ke svařovací lázni.
Poloautomatické zařízení zahrnuje následující části a sestavy:

1. Převodovka.
2. Inertní plynová láhev.
3. Plnicí drátěný naviják
4. Mechanismus dávání.
5. Hořák s kontaktními prvky a ovládacím klíčem.
6. Řídicí panel.
7. Zdroj energie
8. Pouzdro hořáku s kabelovým kanálem, silové dráty, vnitřní plynová hadice.
9. Zemnicí kabel se svorkou.
Vzhled a uspořádání prvků svařovacího poloautomatického zařízení se liší v závislosti na třídě zařízení.
Princip činnosti svařovacího poloautomatického zařízení je získat ze sítě napětí 220 nebo 380 V a snížit napětí na 30-90 V. Současný zdroj proudu zvyšuje počet ampér na 120-500 A, což usnadňuje tavení obloukové oceli, litiny, hliníku a nerezové oceli. Na rozdíl od tavicích elektrod tato metoda nezanechává strusku na povrchu švu. Pokud je spojení provedeno správně, není nutné následné obrábění, produkt se po ochlazení nechá natřít.
K provedení tohoto procesu jsou zapojeny elektrické, mechanické a plynové části zařízení. Svářeč drží hořák s náustkem a tryskou. Svařovací drát přivádí mechanika s elektrickým motorem. Rychlost posledně jmenovaného se nastavuje v závislosti na průměru přísady, proudové síle a požadované tloušťce švu. Přes dráty k náústku napětí hořáku je přivedeno a vede k drátu.
Druhý kontakt je s výrobkem spojen pomocí hromadného kabelu se svorkou. Když svářeč stiskne tlačítko hořáku, drát se rozprostírá dopředu, dotkne se povrchu svařované části a vyvolá elektrický oblouk, roztaví samotný drát a okraje spoje. Pro vytvoření švu musí být hořák poháněn hladce nebo oscilačními pohyby.
Plynná část chrání roztavený kov svařovacího bazénu před interakcí s okolním vzduchem. Když stisknete tlačítko na hořáku, plynový ventil automaticky uvolní inertní látku. Tryska hořáku má trubkovitý tvar, který poskytuje jednotné krytí svařovací zóny. Jinak by se z roztaveného kovu uvolnil uhlík a šev by byl porézní a netěsný.
Další informace o zásadách práce s poloautomatickými svařovacími stroji se dozvíte z videa:
Jak zvolit správný typ svařovacího poloautomatu
Při rozhodování o tom, který poloautomatický svařovací stroj zvolit práci doma nebo pro malou dílnu v osobní garáži, je nutné vzít v úvahu typy zařízení. Je rozdělena do tří skupin pro zamýšlený účel a může také obsahovat uvnitř jednoho z několika současných zdrojů, což ovlivňuje snadnost údržby a snadné použití.
Domácnost, poloprofesionální a profesionální modely
Svařovací poloautomatické přístroje pro domácnost.
Mají malou hmotnost až 10 kg, proudovou sílu 120-160 A, výkon 3-5 kW. Zpravidla se jedná o jednoduchá zařízení s minimálním nastavením připojená k síti 220 V. Díky nízké proudové síle jsou schopny svařovat nehustý kov s průřezem do 3-5 mm. Jejich doba zařazení nepřesahuje 30%, což jim umožňuje pracovat po dobu 3 minut z deseti. Zbytek času bude vyžadován k ochlazení klíčových komponent, jinak povede k přehřátí. Jednotka je vybrána pro malé úkoly: výroba brány, oprava plotu, vytvoření skleníku pro osobní potřeby.


+ Plusy domácích poloautomatických zařízení
- přiměřená cena;
- pro nováčka je snadné porozumět funkcím (úprava aktuální síly a rychlosti podávání drátu);
- kompaktnost;
- jednoduché opravy a levné díly;
- snadná přeprava;
- vyžadují minimální údržbu.

- Nevýhody domácích poloautomatických zařízení
- nízký výkon, který omezuje tloušťku svařovaných stran;
- krátký vodič a kabel;
- špatné vybavení;
- schopnost vařit pouze tenkým drátem;
- nízká PV 30% (trvání inkluze).
Poloprofesionální svařovací poloautomaty.
Představují střední kategorii svařovacího zařízení s proudovou silou 180-250 A. Jejich výkon se pohybuje od 6-8 kW. PV od 35 do 50% vám umožňuje používat je s malými přerušeními pro výrobu dveří, kontejnerů a různých vzorů doma. Tloušťka průniku kovu dosahuje 10 mm. Zařízení mohou mít jednoduché rozhraní nebo obsahovat již pokročilá nastavení pro modelování svařovacího napětí.

+ Výhody poloprofesionálních poloautomatických zařízení
- příležitost pracovat 3-5 hodin každý den;
- zvýšená kvalita sestavení;
- zařízení s kabely do délky 3 m;
- zvýšený stupeň ochrany těla a přístrojové desky;
- dlouhá životnost;
- jemnější nastavení režimu.
- Nevýhody poloautomatická poloautomatická zařízení
- vyšší náklady;
- hmotnost 10-20 kg, komplikující přeprava;
- drahé opravy a komponenty.
Profesionální svařovací poloautomatická zařízení.
Jedná se o zařízení ve velkém případě, která jsou instalována trvale nebo na vozíku s válečky. Je zde také upevněna plynová láhev, což usnadňuje přepravu. Modely dávají až 300 - 500 A, což vám umožňuje vařit kovy o tloušťce 20 mm nebo více, ale vyžaduje to třífázový vstup 380 V. Jsou vybírány pro výrobu s konstantní zaměstnaností díky PV z 60%.

+ Výhody profesionálních poloautomatických zařízení
- vysoký výkon 11-25 kW;
- snadné zapálení oblouku díky volnoběhu 80-90 V;
- Můžete vařit 7 až 10 hodin každý den;
- mnoho funkcí pro nastavení svařovacího proudu pro lepší kvalitu svaru;
- univerzální, protože umožňují instalaci drátu různých průměrů a materiálů;
- vybavené dlouhými kabely.
- Nevýhody profesionálních poloautomatických zařízení
- těžká váha ovlivňující pohodlí přepravy;
- vysoké počáteční náklady a ceny za opravy;
omezená konektivita (pouze tam, kde je 380 V).
Určeno svařovacím poloautomatickým zařízením v závislosti na zdroji energie
Kromě kategorií svařovacích zařízení se dělí také podle typu zdroje energie, který má přímý dopad na kvalitu švu a použitelnost. K dispozici jsou tři typy napájení.
Transformátory
Vzhledem k velkým rozměrům cívek (primární a sekundární) jsou rozměry poloautomatického těla velké. To má vliv na hmotnost zařízení. Ale pro údržbu jsou takové modely nejnáročnější. Jsou také levné na opravu.Protože taková zařízení mají minimum dílů, rozpadají se méně často a provoz je povolen v nejnáročnějších podmínkách (chlad, teplo, častá přeprava, prach).
Svařování se provádí na střídavý proud, proto jsou švy výrazné šupiny, může dojít k přítoku. Existuje vysoký podíl kovových rozstřiků. Aktuální nastavení je stupňovité, hrubé. Taková zařízení jsou vhodná pro nízkouhlíkové oceli nebo hliník (za předpokladu, že je nainstalován příslušný vodič).
Usměrňovače
Toto zařízení je svým designem podobné, ale kromě transformátoru je uvnitř také diodový můstek, který usměrňuje střídavé nízké napětí. Svařování stejnosměrným proudem otevírá možnost spojování nerezových ocelí, litiny nebo lepších svarů na běžném „černém“ kovu.
Jejich oblouk hoří stabilněji a sprej je mnohem menší. Ale vzhledem k ještě většímu počtu opravovaných uzlů jsou komplikovanější. A hmotnost poloautomatických zařízení je větší, což komplikuje přepravu.
Invertor.
Nejmodernější zdroje svařovacího proudu, zvyšující se jeho frekvence o desítkykrát, a poté převáděné na konstantní. Takové schéma poskytuje kompaktní rozměry zařízení, nízkou spotřebu napětí ze sítě a široké možnosti pro svařovací materiály (nerezová ocel, litina, uhlíkové kovy, hliník). Šev z nich leží plochý, téměř žádný sprej. Napětí můžete plynule nastavit a to snižuje popáleniny.
Vzhledem k velkému počtu elektroniky a vnitřních součástí vyžaduje takové zařízení opatrnější zacházení, citlivé na chlad a prach. Oprava je nejdražší. Pokud v síti dojde k přepětí, ovlivní to kvalitu svařování.
Výběr zdroje drátu
Volba poloautomatického svařovacího stroje souvisí s tím, jak daleko od výstupu bude nutné svařovat a jak velké struktury budou vyráběny. To je ovlivněno nejen délkou napájecího kabelu, ale také pouzdrem hořáku. Typ mechanismu podávání drátu často záleží na posledním.
K dispozici jsou tři možnosti podávání drátu:
1. Tlačí - má v těle přístroje válce, které tlačí drát do kabelového kanálu. Délka rukávu obvykle nepřesahuje 5 m, protože drát se může zachytit v ohybech, což přerušuje svařování.

2. Tahání - znamená přítomnost tažného mechanismu v samotném hořáku. To umožňuje použití delších rukávů, ale hořák je těžší, což je nevhodné pro práci ve výškách nebo pro tvářové švy.

3. Kombinované - mají oba výše uvedené typy. Délka kabelového kanálu může dosáhnout 10 m, což je výhodné pro rychlou změnu pracoviště na velkých strukturách (střešní nosníky, dlouhý skleník).
Kromě toho mechanismus podávání tlačného drátu může být v jednom krytu se zdrojem energie nebo v samostatném. První verze poskytuje kompaktnější rozměry zařízení, ale pokud délka rukávu nestačí, budete muset celou instalaci přesunout. Z tohoto důvodu je zabudovaný typ posuvného mechanismu vhodný pouze pro stacionární svařovací místo v garáži, kde se pracuje s malými částmi (kontejner, gril, branka).

Tlakový mechanismus v pouzdru se zdrojem energie.
Pro větší manévrovatelnost (svařování plotu, skleníku, potrubí) je lepší zvolit poloautomatické zařízení se samostatným krytem zdroje energie a podávacího mechanismu. Takové schéma umožňuje použití zařízení stacionárním způsobem, umístění dílů na sebe, a je-li to nutné, vezme se cívka s drátem a pohonem (hmotnost do 6 kg) a přivede se blíže k místu svařování. Pouzdra jsou propojena živým kabelem. Plyn je připojen přímo k druhé hořákové jednotce. Na kufru je držadlo pro nošení.

Tlakový mechanismus je oddělen od skříně zdroje napájení.
Správný ochranný plyn
Pro úspěšné vaření poloautomaticky je nutné zvolit nejen dobrý přístroj, ale také ochranný plyn. Tato metoda svařování se nazývá MIG / MAG, protože zahrnuje použití inertních nebo aktivních směsí.Látka je dodávána z válce s reduktorem přes hadice do zařízení. Po stisknutí tlačítka hořáku ventil otevře kanál a plyn z trysky opouští. Vyfukování svarové lázně ji izoluje od účinků na tekutý kov okolního vzduchu.
U poloautomatických strojů existuje několik typů plynu, které jsou vybírány v závislosti na výrobních úkolech:
- Oxid uhličitý. Nejlevnější. Může být ve válcích různých kapacit. Nízká cena však ovlivňuje kvalitu švu - je získávána s hrubými šupinami, kovové šplouchání během svařování létá velmi silně, je slyšet praskání. Tento typ plynu je vhodný pro tenké desky 0,8-1,2 mm a pro nereagující spoje. Vhodné pro svařování železných kovů.
- Směs argonu a oxidu uhličitého. Takové přípravky produkují v poměru 80% / 20% (argon / oxid uhličitý) a nazývají se MIX. Jsou dražší, ale poskytují měkký oblouk, minimum kovového spreje, jemně jemně šupinatý šev. Sloučenina nevyžaduje téměř žádné zpracování. Tato možnost je zvolena pro svařování uhlíkové a nerezové oceli.
- Čistý argon. Nejdražší druh plynu pro poloautomatické zařízení. Vhodné pro legované oceli, hliník, titan a měď (za předpokladu, že je nainstalován drát podobný těmto materiálům).
Poloautomatické zařízení může pracovat bez plynu. Za tímto účelem je zakoupen speciální tavič s dráty, který má trubkovitý tvar. Uvnitř je položen tok, který se taví působením oblouku a chrání svarovou lázeň svou parou. Po svařování je nutné odstranit plak a kůru z povrchu svaru. Ačkoli tato technologie značně zjednodušuje svařování na těžko přístupných místech, náklady na takový drát jsou tak vysoké, že není rentabilní pro životní podmínky (je levnější koupit válec a převodovku).

Důležité parametry při výběru svařovacího poloautomatického zařízení
Poté, co jsme se naučili typy zařízení a možnosti práce s plyny, přejdeme ke klíčovým parametrům. Abychom pochopili, jaký druh svařovacího poloautomatického zařízení je lepší koupit v garáži nebo v domácí dílně, stojí za pochopení čtyři vlastnosti, které ovlivňují svařovací schopnosti.
Průměr drátu a svařovací proud
Při výběru svařovacího poloautomatického zařízení musíte začít od tloušťky svařovaného kovu. U částí karoserie nebo opravy skříní elektrických zařízení je zapotřebí malá proudová síla a malý průměr drátu, aby se zabránilo propálení. Pokud zvolíte nízkoenergetický aparát, nebude roztavit strany, ale pouze roztavený kov položit na vrchol, který nebude mít přídržnou sílu. S výkonným poloautomatickým zařízením, ale malým průměrem drátu, se tento vodič roztaví dříve, než dosáhne připojených částí.
Zde je příklad tabulky pro výběr režimu svařování poloautomatickým strojem:
| Tloušťka kovu mm | Průměr drátu, mm | Aktuální síla, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Proto, pokud je prioritou svařování kontejnerů a ocelového plechu o tloušťce až 2 mm, postačí nejjednodušší model s proudovou pevností 150 A a cívkou s drátem o průměru 0,8 mm. Ale vařit kanál s takovým poloautomatickým zařízením již není možné. Pokud je v budoucnu nutné vařit kovy různých tlouštěk, pak je lepší zvolit model s velkým rozsahem a schopností instalovat dráty různých průměrů.
Kromě ampér je důležité také napětí bez zátěže, které je udržováno na částech pod napětím během nepřítomnosti oblouku. Tento indikátor je v rozsahu 30-90 V. Čím vyšší je tato hodnota, tím snazší je oblouk, když se drát dotkne hmoty. Pokud často pracujete v garáži s rezavými částmi, měli byste zvolit poloautomatické zařízení s volnoběžnou rychlostí 80-90 V. Pokud je svařování prováděno pouze na vyčištěných površích nebo na novém kovu, stačí model s charakteristikami 30-50 V.
Síťové napětí
Při výběru poloautomatického zařízení je důležité vzít v úvahu parametry sítě. Modely pro domácnost pro 220 V lze připojit k silnému výkonu a vařit na nádvoří nebo v garáži. Jsou však omezeny proudovým limitem 250 A. Pro svařování při vyšším proudu je zapotřebí třífázový vstup.Pokud je v garáži taková příležitost pro připojení, pak se vyplatí objednat poloautomatické zařízení na 380 V, které rozšíří jeho možnosti. Kombinovaný typ, schopný přepínání a práce od 220 do 380 V, je oprávněný pouze v případě terénních činností, kdy je často nutné změnit pracoviště a budoucí parametry sítě nejsou známy.
Ale u soukromého domu a chalupy stojí za zvážení také schopnost vařit za sníženého napětí. Když proud klesne z 220 na 190 V a níže, některá zařízení jednoduše „netahají“, oblouk stěží hoří a kov ve svařovací lázni místo kapaliny je podobný plastelínu. Pak musíte věnovat pozornost modelům se vstupním napětím v rozsahu 140-230 nebo 170-230 V.
Spotřeba energie
Spotřeba energie ovlivňuje výkon a zatížení sítě. Pro domácí potřeby je lepší zvolit poloautomaty s kapacitou 3-4 kW. Pomůže to nespálit vývod z přehřátí, stroj se nevyklepe a indikátor je dostatečný k varu plechu nebo rohu do tloušťky 3 mm.
Pokud garáž zajišťuje malou výrobu dveří a bran, pak potřebujete výkonnější stroj a kabeláž. Pak si můžete vybrat jednotku o výkonu 5 až 6 kW, která rozšíří možnosti svařování. Pro soukromé dílny použijte vybavení od 7 kW.
Vzhledem k indikátoru napájení je třeba si uvědomit, že jeho provozní hodnota je o něco nižší než spotřebovaná. Zpočátku musíte poskytnout marži 20%, ale pokud má dům časté výpadky sítě, pak by tato marže měla být ještě větší.
Jaké konstrukční prvky jsou důležité
Kromě současných parametrů je třeba znát i typy provedení jednotlivých prvků zařízení, které ovlivňují použitelnost a náklady na zboží. Podívejme se, jak zvolit svařovací poloautomatické zařízení s ohledem na vlastnosti hořáku, kabelového kanálu, rozhraní a dalších funkcí.
Typ a délka svařovacího hořáku pro poloautomatické zařízení
Svařovací hořák pro poloautomatické zařízení se stává několika typy. Všechny mají společný design s klikou, startovacím klíčem a ganderem. Na jejím konci je náústek, kterým prochází drát a plyn, jakož i tryska pro vytváření směru přivádění ochranné látky.

Průměr náústku a trysky se mění v závislosti na podmínkách svařování. Velikost můstku může být mírně kratší nebo delší, což se volí na základě pohodlí (obvykle malé části se svařují pomocí malé hořáky a manipulace s velkými kovovými konstrukcemi jsou praktické s prodlouženým můstkem).
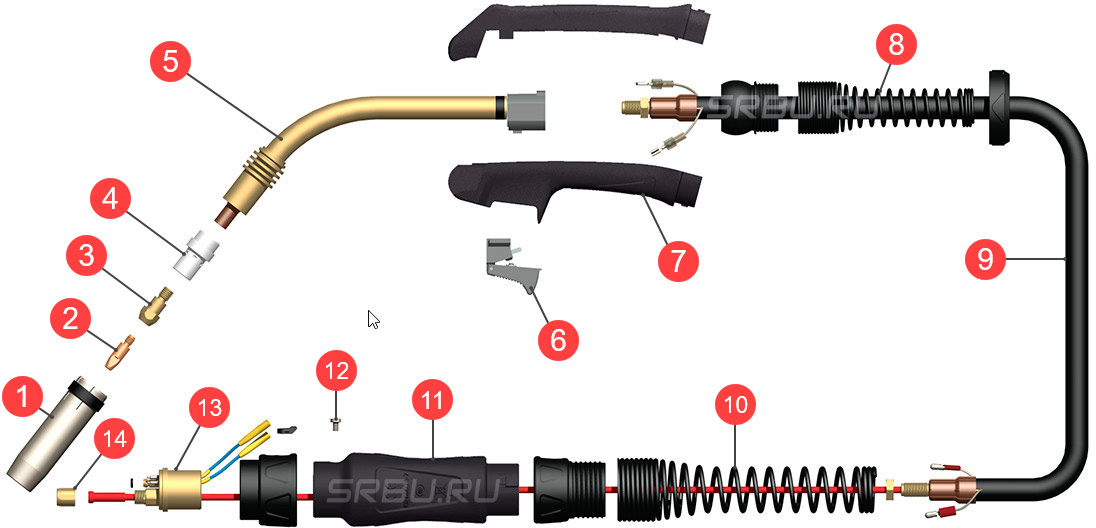
1. Tryska je kuželová.
2. Aktuální tip.
3. Držák hrotu.
4. Distributor plynu.
5. Náustek.
6. Tlačítko.
7. Rukojeť.
8. Připojovací pružina
9. Koaxiální kabel.
10. Připojovací pružina
11. Krabice pro chlazení vzduchem.
12. Šroub.
13. Centrální sběratel.
14. Matice.
Vlastnosti hořáků pro poloautomatické zařízení, které je třeba vzít v úvahu:
1. Maximální limit svařovacího proudu. Je uveden v ampérech a může být v rozsahu 150 až 500 A. Je vybrán na základě schopností zařízení. Pokud je ukazatel horního hořáku nižší než maximální proud poloautomatického zařízení, pak při svařování se hořák rychle přehřeje nebo dokonce roztaví.
2. Pochodeň s tažným mechanismem. Zařízení obsahuje malý blok s mechanickými částmi přitahující drát k hubici. To umožňuje svařování daleko od zdroje energie, ale přídavné tělo blokuje viditelnost svářeče a rychle nosí ruku, proto je odůvodněno pouze pro profesionální použití za specifických podmínek.
3. Kapalina chlazená. Většina hořáků je obvykle navržena tak, aby přirozeně odpařovala teplo z jejich povrchu. Existují však produktivnější modely, jejichž kabel je uložen v utěsněné hadici. Tím cirkuluje ethylalkohol s disciplinovanou vodou. Kapalina odvádí přebytečné teplo a přenáší jej do nádrže. Pro provoz systému je v hlavní části jednotky umístěno malé čerpadlo. Tento design hořáku je dražší, ale umožňuje vařit mnoho hodin za sebou při vysokých proudech.

Kapalinou chlazený hořák.
Délka hořáku se nazývá velikost zbraně spolu s objímkou připojenou k zařízení. Existují hořáky od 2 do 5 m na délku, méně často 7 až 10 m. Pro dům a garáž, za předpokladu, že malé konstrukce jsou svařeny na stole nebo podlaze, postačí délka 2-3 m. Pak bude dráty minimální. V případě použití poloautomatického zařízení pro svařování karoserií automobilů nebo skleníků je praktické zvolit objímku 3-5 m, která zajistí manévrovatelnost svářeče.

Je konektor hořáku důležitý?
Hořák je vystaven mechanickým a tepelným vlivům více než jiné prvky, takže dříve či později se roztaví nebo poruší, což bude vyžadovat výměnu. Připevňuje se ke skříni pomocí speciálního konektoru, který současně obsahuje mechanické upevnění, kontakty pro průchod proudu, plynový kanál s gumovým těsnicím kroužkem. Napájení tlačítek je dodáváno samostatně prostřednictvím jiného konektoru opouštějícího pouzdro.
Snadnost výběru součástí v budoucnosti závisí na typu vybraného konektoru. K dispozici je kolík, oddělené (proudové a plynové části jsou součástí různých zásuvek) a konektor Euro.
Nejběžnější a snadno vyměnitelný je druhý, takže je moudré si ho vybrat. Ale pokud je poloautomatické zařízení zakoupeno pouze pro periodické domácí svařování (svářet jednou měsíčně), můžete si koupit hořák s jakýmkoli konektorem, protože jeho zdroj bude trvat mnoho let.

Euro konektor pro připojení hořáku.

Adaptér Euro hořáku pro euro zásuvku.
Podavač drátu
O různých mechanismech podávání drátu podle typu a umístění se již uvažovalo výše, ale kromě toho je důležité při výběru vzít v úvahu počet válečků a možnost jejich výměny. Existují provedení se dvěma válečky (upínací a hnací), které poskytují jednoduchou dodávku výplňového materiálu. To je dost pro svařování nekritických struktur.

Dvouvodičový mechanismus podávání drátu.
Pokud je pomocí poloautomatického zařízení plánováno vyrábět kritické výrobky, u kterých je důležitá stejnoměrnost švu, bude užitečný mechanismus se čtyřmi válečky na převodovce, který se vyznačuje stabilnějším posuvem a nepřítomností trhlin (když se buben zasekne). Tento typ se lépe vyrovná se zatáčkami kabelového kanálu, což vytváří další odpor a tlačí výplňový materiál do trysky bez rušení. Ale takové modely jsou dražší.

Podávání čtyřvodičového drátu.
Pro tlačení drátu jsou kladky opatřeny drážkami odpovídajícími průměru přísady. Při výrazném zvýšení nebo snížení proudu se mění dráty, kabelové kanály a spolu s nimi se mění válečky. Ty musí být odstraněny z os, jinak nebude možné svařování v jiných režimech. To je praktické se širokou škálou tlouštěk kovových konstrukcí. Pokud se v budoucnu použije pouze tenká nebo pouze tlustá ocel, vybere se pro ni nejprve zařízení s válečky a není nutné prvky znovu uspořádat.
Indukčnost
Na některých poloautomatických zařízeních je vedle regulátoru proudu, napětí a rychlosti drátu indukční spínač. Indukčnost snižuje rozstřik tekutého kovu a zvyšuje jeho pronikání do kořene švu. Toho je dosaženo zvýšením doby oddělení kapky od špičky drátu a jejím hladkým přenosem na spojené hrany. K provedení tohoto postupu je nutná směs argonu a oxidu uhličitého.

Za tuto funkci se vyplatí, pouze pokud je to nutné, pravidelně provádět kritické spoje, které vyžadují dokonalé švy s hlubokým průnikem. Pokud plány zahrnují svařování konvenčních konstrukcí pro loděnice nebo opravárenské stroje, neměli byste přeplatit.
Jistič
Pokud se během provozu zařízení přehřeje nebo dojde ke zkratu v zatáčkách vinutí transformátoru, mohou se části roztavit a spálit. Poloautomatická zařízení jsou proto vybavena spínači, které v takových situacích fungují automaticky.Toto chrání zařízení, kabeláž a osoby, pokud je umístěno na živé části (stojí na konstrukci připojené k zemi).
Pokud svařovací jednotka takovou ochranu nemá, vyžaduje její připojení dodatečnou instalaci externího stroje a napájení ze sítě až poté. Ale pro stacionární použití v garáži nebo doma to není problém. Modely vybavené interním vypínačem jsou oprávněné pouze v případě časté přepravy a svařování na novém místě v neznámých podmínkách.
Digitální indikace
Zařízení může mít nakreslenou stupnici a ruční spínač, jehož rotace poskytuje přibližnou představu o měnící se hodnotě svařovacího proudu a rychlosti podávání drátu. Pro garáž a jednoduché úkoly svařování plotu to stačí.

Pokud chcete provést spojení tenkých kovů (karoserie) nebo hliníku, je lepší zvolit poloautomatické zařízení s digitální indikací, které pomůže přesně nastavit požadované hodnoty a zapamatovat si je pro budoucnost. Nastavení se provádí otáčením kolečka nebo pomocí tlačítek „+“ a „-“ a čísla svítí na tabuli a jsou jasně viditelná ve špatně osvětlených místnostech.


Kvalita síťového kabelu
Síťový kabel je vystaven mechanickému a tepelnému namáhání. Kráčejí po něm, upouštějí předměty, upustí je. Při takové operaci se vodič rychle opotřebuje a vystaví vodiče napětí. Z tohoto důvodu je vhodné zvolit poloautomatické stroje s dvojitou izolací kabelů. Ale pro stacionární místo, kde je vodič úhledně položen pod stěnu a uzavřen (s krabicí nebo deskou), stačí jedna vrstva izolace.
Průřez kabelu je důležitý pro zajištění přenosu napětí. U poloautomatického zařízení začíná tato hodnota od 10 mm2. Čím silnější je svařovací stroj, tím silnější by měla být měděná jádra. U modelů 400 A může tloušťka síťového kabelu dosáhnout 25 mm2.
Příležitost MMA
Kromě svařování MIG / MAG mají některá poloautomatická zařízení další konektor pro připojení konvenčního držáku a svařování potaženou elektrodou. To je užitečné pro řezání kovu na těžko přístupných místech, kde nemůžete procházet disk z brusky. Ale za tímto účelem by přístroj měl být schopen zvýšit proudovou sílu na 250-300 A. Tato funkce je také užitečná pro svařování hluboko v potrubí, kde ruka neklouzne a gander z hořáku chybí, ale můžete dosáhnout dlouhé elektrody 40 cm.
Výběr svařovacího poloautomatického zařízení v závislosti na zamýšlených úkolech
Nyní můžete kombinovat získané znalosti a klíčové parametry skupiny pro výběr svařovacího poloautomatického zařízení pro specifické potřeby.
HUNDRED, oprava karoserie s následným očištěním švů
Je vhodný model s drátem 0,8 mm, maximálním proudem 150 A, v jedné jednotce s mechanismem podávání dvou válečků. Bude vyžadovat síťové napájení 220 V, délku hořáku 2-3 m, válec s oxidem uhličitým.

Opravy speciálního vybavení, svařování kontejnerů, skleníků, dveří, bran, plotů
Budete potřebovat poloautomatické zařízení s drátem 1,0 - 1,2 mm, vydávajícím až 250 A, ale připojením k domácí síti 220 V. K ochraně svarového bazénu potřebujete směs argonu a oxidu uhličitého. Hladší švy se získají pomocí podávacího mechanismu čtyř válečků a kabelového kanálu dlouhého 3 m.

Svařování rámů a jiných kovových konstrukcí z kanálů, rohů a profilových trubek o tloušťce stěny 10 mm a vyšší.
S takovým úkolem se vyrovná poloautomatické zařízení o napětí 380 V, které má 400 A. Inertní plyn bude MIX a je lepší zvolit drátu podavače samostatného typu s délkou hořáku 5 m. Zjednoduší se tím pohyb kolem velké struktury. Drážky na válcích musí odpovídat průměru drátu 1,6 mm.

Výběr poloautomatického zařízení může být proveden správně, podle výše uvedených tipů. Může být nutné znovu přečíst jednu nebo dvě sekce opakovaně, aby se zjistilo něco, ale nakonec zakoupený svařovací stroj plně uspokojí potřeby.








